Как измерять штангенциркулем: примеры. Дюймовая трубная резьба: особенности нарезки Как определить шаг резьбы штангенциркулем
Резьбовое соединение – основной способ стыковки двух конструктивных элементов между собой. В сантехнической и строительной практике резьбовые соединения применяются при монтаже трубопроводов, запорно-регулирующей арматуры и подключения к инженерным системам потребляющего оборудования.
В данной статье представлены резьбовые соединения. Мы рассмотрим их разновидности, составляющие части крепежа, способы определения размеров и конфигурации резьбы.
Cодержание статьи
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности );
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – ).

Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d 1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток ), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Отличия между метрической и дюймовой резьбой (видео)
Разновидности резьбовых соединений
В зависимости от типа профиля резьба классифицируется на следующие разновидности:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- трапецеидальная;
- упорная;
- круглая.

Наиболее распространенной является резьба метрическая (ГОСТ №9150-81). Ее профиль выполнен в виде равностороннего треугольника под углом 60 0 с шагом витков от 0.25 до 6 мм. Крепежные элементы выпускаются в диаметре 1-600 мм.
Также существует резьба метрическая конического типа, в которой используется конусность 1:16. Такая конфигурация обеспечивает герметичность стыка и стопорение крепежных элементов без необходимости использования стопорных гаек. Нижеприведенная таблица указывает основные параметры метрического профиля.
Дюймовая резьба не имеет нормативных стандартов в отечественной строительной документации. Дюймовый профиль выполнен в треугольной форме с углом 55 0 . Шаг профиля определяется количеством витков на участке длиной в 1″. Конструкция стандартизирована для крепежей с наружным диаметром от 3/16″ до 4″ и количеством витков на 1″ от 3 до 28.
Коническая дюймовая резьба имеет угол профиля в 60 0 и конусность 1:16. Данный профиль обеспечивает высокую герметичность соединения без дополнительных уплотняющих материалов. Это основной тип резьбы в гидравлических и напорных трубопроводах малых диаметров.

Трубная резьба цилиндрического типа (ГОСТ №6357-81) применяется в качестве крепежно-уплотняющей. Ее профиль имеет форму равнобедренного треугольника с углом 55 0 . С целью получения повышенной герметичности профиль выполняется с закругленными верхними гранями без дополнительных зазоров на местах впадин и выступов. Данный вид резьбы стандартизирован под диаметры 1/16″-6″, шаг варьируется в пределах 11-28 витков на 1″.
Трубная резьба всегда выполняется в мелкой конфигурации (с сокращенным шагом), что необходимо для сохранения толщины стенок соединяемых конструкций. Данный вид профиля широко используется для соединения стальных трубопроводов систем отопления и водоснабжения и других деталей цилиндрической формы.

Резьба трапецеидальная (ГОСТ №9481-81) чаще всего используется в крепежах типа винт-гайка. Профиль имеет равностороннюю трапецеидальную форму с углом 30 0 (для крепежных элементов червячных передач – 40 градусов). Используется в крепежах с диаметрами 10-640 мм.
В сравнении с прямоугольным профилем трапецеидальная винтовая линия, при идентичных габаритах, обеспечивает большую прочность соединения. Такая конфигурация позволяет эффективно выполнять подвижные передачи (превращает вращательное движение в поступательное), ввиду чего трапецеидальная резьба повсеместно используется в ходовых гайках, фиксирующих шток трубопроводных задвижек.

Упорная резьба (ГОСТ №24737-81) применяется в крепежах, испытывающих в процессе эксплуатации сильные однонаправленные осевые нагрузки. Ее профиль выполнен в виде разносторонней трапеции, одна из граней которой имеет угол в 3 0 , противоположная – 30 0 . Шаг профиля составляет 2-25 мм, применяется для крепежей диаметром 10-600 мм.
Профиль круглой резьбы (ГОСТ №6042-83) сформирован соединенными между собой дугами с углом между сторонами в 30 0 . Преимуществом такой конфигурации является повышенная устойчивость к эксплуатационному износу, ввиду чего она широко применяется в конструкциях трубопроводной арматуры.
Как определить параметры резьбы?
При выборе трубопроводной арматуры либо фланцевых соединительных элементов возникает необходимость узнать тип и размеры профиля, что нужно для правильного определения параметров ответного крепежа. В большинстве случаев вы столкнетесь с метрической резьбой, которая наиболее распространена в отечественном строительстве и сантехнике.
Метрический профиль имеет унифицированное обозначение типа М8х1.5, в котором:
- М – метрический стандарт;
- 8 – номинальный диаметр;
- 5 – шаг профиля.
Определить шаг профиля можно тремя способами – использовать специальный инструмент (метрический резьбомер), сравнить шаг с крепежа с профилем либо измерить его штангенциркулем. Определение последним методом наиболее простое – необходимо лишь измерить расстояние между десятью витками профиля и разделить полученную длину на 10.

Номинальный диаметр вымеривается штангенциркулем по наружной грани профиля. Представленная ниже таблица содержит перечень соответствия наиболее распространенных диаметров и шагов профиля метрической резьбы.

При работе с дюймовой резьбой определить шаг ее профиля можно приложив к крепежу дюймовую линейку и визуально подсчитав количество витков, приходящихся на 1 дюйм (25.4 мм). Используя специальный резьбомер учитывайте, что английский и американский стандарт отличается по углу профиля (60 и 55 0 соответственно), так что тут потребуется внимание при выборе инструмента.
Важно: не забывайте, что шагом у метрической резьбы является расстояние между смежными витками профиля, а у дюймовой – количество витков на 1 дюйм.
Казалось бы что в трубах сложного? Соединяй и крути... Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет)
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Трубная цилиндрическая резьба. ГОСТ 6357 - 81

Направление: Левая
Класс точности: Класс А (повышенный), Класс В (нормальный)
Почему в дюймах?
Дюймовый размер пришел к нам от западных коллег, поскольку требования действующего на постсоветском пространстве ГОСТ а сформулированы на базе резьбы BSW (British Standard Whitworth или резьба Витворта). Джозеф Витворт (1803 - 1887) инженер-конструктор и изобретатель в далеком 1841 году продемонстрировал одноименный винтовой профиль для разъемных соединений и позиционировал его как универсальный, надежный и удобный стандарт.
Данный тип резьбы используется как в самих трубах так и элементах трубных соединений: контргайках, муфтах, угольниках, тройниках (см. картинку выше ). В сечении профиля мы видим равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура, которые выполняются для высокой герметичности соединения.
Нарезка резьбового соединения осуществляется на размерах до 6”. Все трубы большего размера для надежности соединения и предотвращения разрыва фиксируют сваркой.
Условное обозначение в международном стандарте
Международная: G
Япония: PF
Великобритания: BSPP
Указывается буква G и диаметр проходного отверстия (внутр. Ø) трубы в дюймах. Наружный диаметр непосредственно резьбы в обозначении не присутствует.
Пример:
G 1/2 - резьба трубная цилиндрическая наружная, внутренний Ø трубы 1/2"". Наружный диаметр трубы составит 20,995 мм, кол-во шагов на длине 25,4 мм будет равно 14.
Также может быть обозначен класс точности (А,В) и направление витков (LH).
Например:
G 1 ½ - В - резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В.
G1 ½ LH- В - резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, левая.
Длина свинчивания обозначается последней в мм: G 1 ½ -В-40 .
Для внутренней трубной цилиндрической резьбы будет обозначен только Ø трубы для которой предназначено отверстие.
Таблица размеров трубной цилиндрической резьбы
| Размер резьбы |
Шаг резьбы, мм |
Число ниток на дюйм |
Диаметры резьбы |
|||
Как определить шаг дюймовой резьбы

Привожу для вас картинку из англоязычного интернета, которая наглядно демонстрирует методику. Трубная резьба характеризуется не размером между вершинами профиля, а количеством витков на 1 дюйм вдоль оси резьбы. В помощь обычная рулетка или линейка. Прикладываем, отмеряем один дюйм (25,4мм) и считаем визуально число шагов.
На картинке с примером (см. выше ) threads - с английского это буквально "нитки резьбы". В данном случае их 18 шт. на один дюйм.
Ещё проще, если в вашем ящике с инструментом завалялся резьбомер для дюймовой резьбы. Измерения проводить очень удобно, но необходимо помнить, что дюмовые резьбы могут отличаться по углу вершины 55° и 60°.
Конические трубные резьбы


рисунок трубные конические резьбы
Коническая трубная резьба ГОСТ 6211-81 (1-й типоразмер)
Единица измерения параметров: Дюйм
Соответствует закругленному профи-лю трубной цилиндрической резьбы с углом 55°. См. верхнюю часть (I) трехмерного изображения "рисунок трубные конические резьбы".
Условное обозначение
Международная: R
Япония: PT
Великобритания: BSPT
Указывается буква R и номинальный диаметр Dy. Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
Примеры:
R1 ½ - наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма.
R1 ½ LH - наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма, левая.
Коническая дюймовая резьба ГОСТ 6111 - 52 (2-й типоразмер)
Единица измерения параметров: Дюйм
Имеет угол профиля 60°. См. нижнюю часть (II) трехмерного изображения "рисунок трубные конические резьбы". Применяется в трубопроводах (топливных, водяных, воздушных) машин и станков с относительно невысоким давлением. Использование данного типа соединения предполагает герметичность и стопорение резьбы без дополнительных специальных средств (льняных нитей, пряжи с суриком).
Условное обозначение
Пример:K ½ ГОСТ 6111 - 52
Расшифровывается как: резьба коническая дюймовая с наружным и внутренним диаметром в основной плоскости примерно равным наружному и внутреннему Ø трубной цилиндрической резьбы G ½
Таблица основных параметров конической дюймовой резьбы
| Обозначение размера резьбы (d,дюймы) | Число ниток на 1" n | Шаг резьбы S, мм | Длина резьбы, мм | Наружный диаметр резьбы в основной плоскости d, мм | |
| Рабочая l1 | От торца трубы до основной плоскости l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Метрическая коническая резьба. ГОСТ 25229 - 82

Единица измерения параметров: мм
Изготавливается на поверхностях с конусностью 1:16
Используется при соединении трубопроводов. Угол при вершине витка равен 60°. Основная плоскость смещена относительно торца (см. рис выше ).
Условное обозначение
За буквами МК идет указание диаметра в основной плоскости и шаг резьбы в мм: МК 30х2
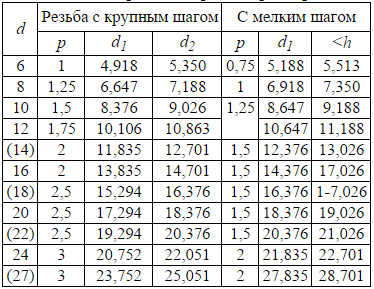
Таблица размеров метрической конической резьбы
| Диаметр d резьбы для ряда | Шаг Р | Диаметр резьбы в основной плоскости | ||||||
| 1 | 2 | d = D | d2=D2 | d1=D1 | l | l1 | l2 | |
| 6 | --- | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | --- | 8,000 | 7,350 | 6,917 | ||||
| 10 | --- | 10,000 | 9,350 | 8,917 | ||||
| 12 | --- | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| --- | 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | --- | 16,000 | 15,026 | 14,376 | ||||
| --- | 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | --- | 20,000 | 19,026 | 18,376 | ||||
| --- | 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | --- | 24,000 | 23,026 | 22,376 | ||||
| --- | 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | --- | 30,000 | 28,701 | 27,835 | ||||
| --- | 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | --- | 36,000 | 34,701 | 33,835 | ||||
Характеристика цилиндрической трубной/дюймовой резьбы относительно метрической
Основные характеристики "дюймовой" и "трубной" цилиндрических резьб по отношению к "метрической" резьбе для основных размеров.
|
Номинальный диаметр резьбы в дм |
Дюймовая резьба |
Трубная резьба |
||||
|
наружный диаметр, в мм |
число ниток на 1" |
наружный диаметр, в мм |
число ниток на 1" |
|||
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
"Омский государственный технический университет"
РезьБовые изделия
Методические указания к лабораторной работе
«Детали резьбовые»
для студентов очной и дистанционной форм обучения
Составители: Л.М. Леонова, О.А. Бондарев
Методические указания предназначены для выполнения лабораторных работ и домашних заданий по курсу “Инженерная графика” для студентов очной и дистанционной форм обучения по специальностям 280102 – Безопасность производственных процессов и производств; 261202 −Технология полиграфического производства. Могут быть полезны студентам механических и электромеханических специальностей.
Печатается по решению редакционно-издательского совета
Омского государственного технического университета.
1 Предварительные сведения о резьбе
Определение, виды и назначение резьбы
Резьба – общее название винтовых или спиральных поверхностей различного профиля (треугольного, прямоугольного, трапецеидального, полукруглого …), которые образованы на телах вращения движением плоского контура (профиля) по винтовой линии вокруг тела вращения. Резьбы широко применяют в технике как средство соединения, уплотнения или перемещения с определенными динамическими и кинематическими целями.
Собственно резьба – это чередующиеся одинаковые по форме и размерам винтовые выступы и канавки.
На рис. 1.1 показана резьба на круговом цилиндрическом стержне с витками треугольной формы.

Рис. 1.1 Внешний вид треугольной цилиндрической резьбы
По назначению (служебным функциям) различают резьбы:
крепежные метрические;
крепежно-уплотнительные (трубные, конические);
кинематические (трапецеидальные или упорные);
специальные (все нестандартные);
В зависимости от количества винтовых заходов различают
резьбы однозаходные (на цилиндрической поверхности нарезана одна винтовая поверхность), и
резьбы многозаходные (двух-, трех-, четырех- и т.д. заходные) – когда резьба образована несколькими чередующимися параллельными винтовыми поверхностями. Эти поверхности не пересекаются и они одинаковы по форме и размерам.
В соответствии с формой профиля витка резьбу называют – треугольной, трапецеидальной, круглой и т.п. (рис. 1.2, 1.3, 1.4, 1.5).
По направлению витков различают резьбы правые и левые . Обычно на деталях применяют правую резьбу.




Рис. 1.4 Нарезание трапецеидальной резьбы
Резьбу, образованную на поверхности цилиндра вращения называют цилиндрической , а на поверхности конуса вращения соответственно конической резьбой. Если резьба выполнена на внешней поверхности (например, стержня), то такую резьбу называют наружной , а если на внутренней (в отверстии) – то внутренней.

а ) б ) в )

г ) д )
Рис. 1.5 Виды резьбы на стержне: а – треугольная,б – трапецеидальная,в – упорная,г – круглая,д – прямоугольная (квадратная)
В зависимости от закономерности образования винтовой линии резьба может быть с постоянным равномерным шагом (применяется наиболее часто) или с прогрессивным (увеличивающимся или уменьшающимся) шагом.
В зависимости от системы мер, применяемой для измерения геометрических элементов резьбы, различают резьбы дюймовые и метрические.
Резьбу, нанесенную на плоскую поверхность, называют плоской резьбой или спиралью. Пример такой резьбы - резьба на планшайбе патрона токарного станка. Она обеспечивает перемещение кулачков патрона в радиальном направлении для зажима детали в нем. На хвостовике кулачка нарезается также плоская, но трехзаходная резьба.
Геометрические параметры резьбы
Для большинства резьб, применяемых в машиностроении, стандарты устанавливают форму и размеры профиля, диаметры и шаги резьбы.
Номинальные размеры параметров резьбы являются общими как для наружной (резьбы на стержне), так и для внутренней резьбы (резьбы в отверстиях).
К параметрам резьбы относят:
d 2 (D 2 ) – средний диаметр резьбы, под которым понимают диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы для однозаходной резьбы или половине номинального хода, поделенной на число заходов для многозаходной резьбы;
d (D ) – наружный диаметр резьбы, под которым понимают диаметр воображаемого цилиндра, описанного касательно к вершинам наружной резьбы или впадинам внутренней. Этот диаметр для большинства резьб принимают за номинальный;
d 1 (D 1 ) – внутренний диаметр резьбы, под которым понимают диаметр воображаемого цилиндра, вписанного касательно к впадинам наружной резьбы или вершинам внутренней;
P – шаг резьбы, определяемый расстоянием между соседними одноименными боковыми сторонами профиля, измеренным в направлении, параллельном оси резьбы, на расстоянии, равном половине среднего диаметра от этой оси;
P h – ход резьбы, определяемый величиной относительного осевого перемещения винта (гайки) за один оборот. Эта величина оценивается расстоянием между ближайшими одноименными сторонами профиля, принадлежащими одной и той же винтовой поверхности в направлении, параллельном оси резьбы;
α – угол профиля резьбы, определяемый между боковыми сторонами профиля в осевой плоскости;
α / 2 – половина угла профиля, определяется между боковой стороной профиля и перпендикуляром, опущенным из вершины исходного профиля симметричной резьбы на ось резьбы;
H – высота исходного профиля, под которым понимают высоту остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения (это относится к резьбам с треугольным профилем);
H 1 – рабочая высота профиля, под которым понимают высоту соприкосновения сторон профиля наружной и внутренней резьбы в направлении, перпендикулярном к оси резьбы;
H 2 – высота профиля, определяемая расстоянием между вешиной и впадиной профиля в направлении, перпендикулярном к оси резьбы;
Ψ – угол подъема резьбы, под которым понимают угол, образованный касательной к винтовой линии в точке, лежащей на среднем диаметре, и плоскостью, перпендикулярной к оси резьбы Угол подъема определяется формулой: tgΨ = P /π d 2 ;
l – длина свинчивания резьбы (высота гайки), под которой понимают длину соприкосновения винтовых поверхностей наружной и внутренней резьбы в осевом направлении.
Эти параметры у стандартной резьбы регламентируют соответствующими нормативными документами, например, профиль и параметры метрической резьбы регламентированы ГОСТ 8724 – 81 и ГОСТ 24705 – 81 (рис. 1.6).
Основные размеры стандартной метрической резьбы приведены в таблице 1.1
Наружная резьба всегда охватываемая , а внутренняя резьба по отношению к наружной – всегда охватывающая .
Грамотное его применение позволяет выполнять замеры линейных величин в различных ситуациях, и для разнообразных объектов, начиная от протектора шин, и заканчивая пластиковыми гибкими трубками. Как измерять штангенциркулем – примеры и последовательность – эти вопросы рассматриваются далее.
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:

Замеры размеров рисунка на протекторах
Как измерить протектор шин, если необходимо оценить степень износа? Поможет глубиномер, которым выполняются измерения по всей образующей протектора шины. Следует учесть, что износ практически всегда неравномерен, и количество замеров должно быть не менее 3…5, причём на равномерно принятых для оценки участках протектора шины. Перед измерениями покрышку следует тщательно очистить от грязи, пыли и фрагментов мелких камней, застрявших внутри.

Иногда требуется решить задачу – как измерить протектор шин штангенциркулем, чтобы определить степень равномерности износа. Этим устанавливается износ шин протектора не только по глубине, но и по радиусу перехода от окружности выступов к окружности впадин. Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Все измерения производят глубиномером, который должен быть установлен строго перпендикулярно образующей протектора шины.

Измерение износ протектора колумбиком
Измерения диаметров
Как измерить диаметр штангенциркулем? Различают детали с постоянным и переменным по длине сечением. К последним относятся, в частности, арматурные стержни. Как измерить диаметр арматуры штангенциркулем? Всё зависит от арматурного профиля, который может быть:
- кольцевым;
- серповидным;
- смешанным.

Проще всего замерять такие параметры арматуры во втором случае. Вначале внешними измерительными губками определяют высоту выступов профиля, а затем глубиномером – размер по впадине. Замеры необходимо производить в двух взаимно перпендикулярных направлениях, поскольку арматура, да ещё производимая не на специализированных предприятиях, часто имеет овальность сечения. После этого по таблицам стандартных арматурных профилей отыскивают максимально подходящее значение (особой точности здесь не требуется). Как измерить диаметр арматуры штангенциркулем, если она имеет другой тип профиля? Здесь вместо диаметра выступов определяют диаметр выступающей части серповидных насечек, а далее поступают так же, как и предыдущем случае.

При измерении внутренних габаритов труб используют внутреннюю измерительную шкалу инструмента. Как измерить штангенциркулем толщину трубы, особенно, если зазор невелик? Достаточно вычислить разницу между внешним и внутренним диаметрами и разделить результат на два.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.

Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Контроль резьбы достигается на практике разнообразными средствами измерения. Рассмотрим наиболее употребляемые.
Штангенинструменты и микрометрические инструменты являются измерительными средствами, широко применяемыми в машиностроении, поэтому приобретение навыков работы с ними обязательно. К основным штангенинструментам относятся штангенциркули .
Отсчетным устройством в штангенинструментах является линейный нониус. Это приспособление позволяет отсчитывать дробные доли интервала делений основной шкалы штангенинструмента.
Интервал деления шкалы нониуса а′ меньше, чем интервал деления основной шкалы а на величину с , называемую величиной отсчета по нониусу, если модуль нониуса γ = 1. При модуле γ = 2 деление шкалы нониуса а ′ меньше, чем два деления основной шкалы, также на величину с .
При нулевом положении нулевые штрихи основной шкалы и шкалы нониуса совпадают. При этом последний штрих шкалы нониуса совпадают с штрихом основной шкалы, определяющим длину l шкалы нониуса. При измерении шкала нониуса смещается относительно основной шкалы и по положению нулевого штриха шкалы нониуса определяют величину этого смещения, равную измеряемому размеру. Если нулевой штрих нониуса располагается между штрихами основной шкалы, то следующие за ним штрихи нониуса также занимают промежуточное положение между штрихами основной шкалы.
Ввиду того, что деления шкалы нониуса отличаются от делений основной шкалы на величину с , каждое последующее деление нониуса расположено ближе предыдущего к соответствующему штриху основной шкалы. Совпадение какого - либо k - го штриха нониуса с любым штрихом основной шкалы показывает, что расстояние нулевого штриха основной шкалы, по которому производят отсчет целых делений, равно kc.
Таким образом, отсчет измеряемой величины А по шкале с нониусом складывается из отсчета целых делений N по основной шкале и отсчета дробной части деления по шкале нониуса, т. е. A = N + kc.
Параметры нониуса и основной шкалы связаны следующими уравнениями:
с = a/n; c = γa - a′; l = n (γa - c); l = а (γn - 1), 7.1
где l - длина шкалы нониуса; n - число делений шкалы нониуса.
Приведенные формулы позволяют производить расчет нониуса и отсчеты по шкале с нониусом.
Пример. Для нониуса , изображенного на рис. 7.2, а и б, определить с и произвести отсчет, если а = 1 мм.
Основываясь на формулах (7.1), по рисунку 7.2, а определяем, что n = 10, γ = 2, l = 19 мм.
Следовательно, c = a/n = 1/10 = 0,1 мм
По рис. 7.2, б определяем отсчеты по основной шкале N = 60 мм и по нониусной ck = 0,1х5 = 0,5 мм. Общий отсчет А = N + ck = 60 + 0,5 = 60,5 мм.
Обычно при градуировании шкалы нониуса учитывается величина отсчета по шкале нониуса. Так, например, на шкале нониуса с величиной отсчета C = 0,02 мм цифра 10 обозначает “десять сотых миллиметра” и соответствует пятому делению нониуса, цифра 20 соответствует десятому делению нониуса и т.д.
На рис. 7.3 показан штангенциркуль типа ШЦ11 - с двухсторонним расположением измерительных губок 1, 2, 3, 4. Верхняя пара измерительных губок (1 и 2) предназначена для измерений отверстий, нижняя - для наружных измерений. Верхние губки расположены относительно основной шкалы и шкалы нониуса так, что при измерении внутренних размеров отсчет ведется от нуля, как и при измерении наружных размеров. Шкала нониуса - 5, винт - 6 служит для фиксирования положения подвижной губки.
Рис. 7.2 Нулевые положения шкал штангенциркуля и примеры отсчета в зависимости от модуля γ
|
|
|
|
|
|


Рис. 7.3 Штангенциркуль, тип ШЦ11
Резьбовой микрометр . Для измерения среднего диаметра наружной резьбы на стержне применяют резьбовой микрометр (рис. 7.4). Внешне он отличается от обычного только наличием измерительных вставок - конусного наконечника, вставляемого в отверстие микровинта, и призмати-ческого наконечника, помещаемого в отверстие пятки. Вставки к микрометру (рис. 7.5) изготовляются парами, каждая из которых предназначена для измерения крепежных резьб с углом профиля 60 о и 55 о и с определенным шагом. Например, одна пара вставок применяется для измерения резьбы с шагом 1 - 1,75 мм, другая - с шагом 1,75 - 2,5 мм и т.д.
После установки микрометра на ноль вставками обхватывают один виток проверяемой резьбы. Как только вставки войдут в соприкосновение с поверхностью резьбы, стопорят микрометрический винт и отсчитывают результат по шкалам микрометрической головки


| Рис. 7.4 Резьбовой микрометр | Рис.7.5 Вставки к микрометру |

Проволочки. Проволочки служат для измерения среднего диаметра резьбы (рис. 7.6). Для этого их закладывают во впадины резьбы, а затем при помощи контактного прибора (микрометра, оптиметра и т. п.) определяют размер М. По известным значениям шага, половины угла профиля резьбы и диаметра проволочек вычисляют действительный размер среднего диаметра резьбы. Так для метрической резьбы (α/2 = 30 о) средний диаметр резьбы будет равен: d 2 = М - 3d + 0,866 × S , где d - диаметр проволочек, S - шаг резьбы.

Рис. 7.6 Проволочки для измерения среднего диаметра резьбы
Измерение среднего диаметра резьбы с помощью трех проволочек находит наибольшее применение. Этим методом пользуются не только для измерения крепежных резьб, но и кинематических (ходовых).
Резьбовые кольца жесткие . Для измерения наружной цилиндрической правой и левой резьбы применяют резьбовые кольца жесткие (рис. 7.7). Так они называются в отличие от регулируемых резьбовых колец. Проверка заключается в свинчивании резьбового кольца с проверяемой деталью. Резьбу проверяют двумя кольцами: проходным (ПР), изготовленным с резьбой полного профиля по всей длине кольца, и непроходным (НЕ), имеющим резьбу неполного укороченного профиля с 2 - 3,5 витками.
Проходное резьбовое кольцо должно свободно свинчиваться с проверяемой деталью и проходить без заклинивания по всей длине нарезки. Непроходные резьбовые кольца не должны навинчиваться на деталь более чем 3,5 оборота.
Для отличия непроходное кольцо имеет снаружи кольцевую выточку. Все кольца маркируются с указанием предельного калибра (НЕ, ПР), размера и типа резьбы.
Резьбовые калибры. Для измерения внутренней цилиндрической правой и левой резьбы применяются резьбовые калибры (пробки, рис. 7.8) со вставками и насадками; проходные (ПР) и непроходные (НЕ). Проверяют и измеряют резьбы резьбовыми пробками так же, как и резьбовыми кольцами.


Рисунок 7.7 - Резьбовые кольца жесткие
Наружная резьба диаметром от 6 до 52 мм контролируется иногда резьбовыми роликовыми скобками других конструкций. Конические внутренние и наружные, правые и левые резьбы от 1/8” до 2” измеряют специальными калибрами.
Резьбомеры. Для измерения шага резьбы применяют резьбомеры - наборы шаблонов (тонких стальных пластинок) (рис. 7.9), измерительная часть которых представляет собой профиль стандартной резьбы определенного шага или с определенным числом ниток на дюйм для подсчета шага.



Рис. 7.8 Резьбовые калибры

Рис. 7.9 Резьбомеры
Изготавливают резьбомеры двух типов: для метрической резьбы с шагом (в мм ): 0,4; 0,45; 0,5; 0,6; 0,7; 0,75; 0,8; 1; 1,25; 1,5; 1,75; 2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6 и для дюймовой и трубной резьбы с числом ниток (на один дюйм): 28; 20; 19; 18; 16; 14; 12; 11; 10; 9; 8; 7; 6; 5; 4,5; 4.
Внешне резьбомеры - шаблоны отличаются тем, что на резьбомерах для метрической резьбы выбито клеймо “М60 о ”, а на резьбомерах для дюймовой и трубной резьбы выбито клеймо “Д55 о ”.
При определении резьбы с натуры, замерив отдельные параметры, получают приближенные данные, с помощью которых по таблицам резьбы в стандартах уточняют ее тип и размер. Необходимость в определении резьбы с натуры может возникнуть в двух случаях: 1) при замене частично изношенной или полностью вышедшей из строя нестандартной резьбовой детали; 2) при монтаже и ремонтных работах, когда по каким - либо причинам неизвестен размер резьбы, а в ходе работы требуется установить новое изделие или узел с подсоединением на резьбе.
На точность измерения при определении резьбы с натуры влияет много факторов, основные из них следующие:
а) процент изношенности и загрязненности детали;
б) удобство измерения детали;
в) вид, качество и чистота измерительного инструмента;
г) навыки пользования инструментом, правильная установка его без смещений и перекосов;
д) соблюдение температурного режима измерения.
Для более точного определения рекомендуется сделать последовательно три измерения одного и того же размера и как окончательный результат взять их среднее значение. Оценка точности измерения в различных случаях может колебаться от 0,5 до 0,25 мм.
Поскольку в производственной, а тем более учебной практике наиболее часто при выполнении эскизов с натуры пользуются резьбомером, рассмотрим как это измерение выполняется.
Для измерения шага резьбы резьбомером подбирают шаблон - пластинку, зубцы которой совпадают со впадинами измеряемой резьбы (рис. 7.10). Затем читают указанный на пластинке шаг (или число ниток на дюйм). При определении шага по дюймовому резьбомеру делят дюйм (25,4 мм) на количество ниток, указанное на шаблоне, Наружный диаметр резьбы d на стержне или внутренний диаметр резьбы D 1 в отверстии измеряют обычным путем штангенциркулем (рис. 7.11) (располагая мерительные губки штангенциркуля в осевой диаметральной плоскости) с торца стержня или отверстия. Имея эти исходные данные, подбирают точное значение резьбы по таблицам стандартных резьб.
При отсутствии резьбомера шаг резьбы (или число ниток на дюйм) может быть определен с помощью оттиска на бумаге. Для этого резьбовую часть детали обжимают листком чистой бумаги, с тем чтобы получить на ней оттиски (отпечатки) ниток резьбы, т.е. несколько шагов (желательно не менее 10) (рис. 7.12). Затем по оттиску измеряют расстояние L между крайними достаточно четкими рисками. Сосчитав число шагов n на длине L (при этом надо помнить, что n на единицу меньше числа рисок, так как средняя оценка величины шага данной резьбы определяется не из количества рисок, а из величины расстояния меду ними), определяем шаг.


Рис. 7.10 Измерение шага резьбы шаблон - пластинкой
Пример: оттиск дал 10 четких рисок (т.е. 9 шагов) общей длиной 13,5 мм. Наружный диаметр резьбы при измерении - 14 мм. Определяем шаг: P = 13,5: 9 =1,5 мм. По таблице стандартных резьб в стандарте ГОСТ8724 - 81 находим резьбу: М14 ´ 1,5, т.е. метрическая резьба 2-го ряда с диаметром 14 мм и мелким шагом 1,5 мм.
В отверстиях определение резьбы этим способом возможно только при достаточно больших диаметрах. Вообще же резьбу отверстий следует измерять на тех деталях, которые ввинчиваются в данное отверстие.

На практике определение резьбы описанным способом облегчается тем, что для наиболее употребительных диаметров шаги метрической резьбы выражаются или целым числом миллиметров, или числом,кратным 0,5 мм или 0,25 мм.
Диаметры метрической резьбы, начиная с 6 мм, всегда измеряются целым числом миллиметров.
У дюймовой резьбы диаметр и шаг могут быть с достаточным приближением выражены только в тысячных долях миллиметра, но число ниток на дюйм всегда число целое.
При измерении метрической и дюймовой резьбы может оказаться, что шаблоны-гребенки не укладываются между витками резьбы того или иного изделия, а замеряемый диаметр (наружный или внутренний) даже с грубой прикидкой на изношенность не соответствует размерам, установленным стандартом. Такое несоответствие шага и диаметра стандарту указывает на то, что резьба у данного изделия нестандартная. В этом случае на чертеже должны быть обозначены шаг резьбы P ,замеренный вышеприведенным или другим способом с достаточной точностью, наружный и внутренний диаметры, общие для болта и гайки.
При замере одного диаметра резьбы (наружного или внутреннего) другой может быть определен подсчетом. Как известно, размер Н - радиально измеренная высота основного расчетного профиля, общего для болта и гайки, может быть представлена в выражении через шаг P ,как через модуль.
Для метрической резьбы: H = 0,86603 Р .
Для дюймовой: H = 0,6403 P
Диаметр d 1 для стержня определяем по формуле:
d 1 = d - 2х0,86603 P - для метрической резьбы,
d 1 = d - 2х0,6403 Р - для дюймовой резьбы.
Таким же образом можно определить необходимые параметры у специальных ходовых винтов: трапецеидального, упорного, круглого и прямоугольного профиля.




